The VLS5000 liquid level sensor is engineered for precise monitoring and control of liquid levels across industrial environments. Built to perform reliably under varying process conditions, this sensor supports efficient fluid management in applications ranging from chemical processing to manufacturing automation. Its adaptability to different liquid properties ensures consistent performance and operational safety.
Key Features
- Wide detection range for flexible installation
- Compatible with varying liquid densities and viscosities
- Durable SS316 wetted parts for corrosion resistance
- Multiple power supply options for system integration
- High contact rating for industrial switching reliability
Application
The VLS5000 is ideal for use in storage tanks, process vessels, and fluid handling systems. It supports industries such as chemical processing, water treatment, food manufacturing, and oil handling. The sensor helps prevent overflow, dry running, and process interruptions, ensuring smooth operation and reduced downtime.
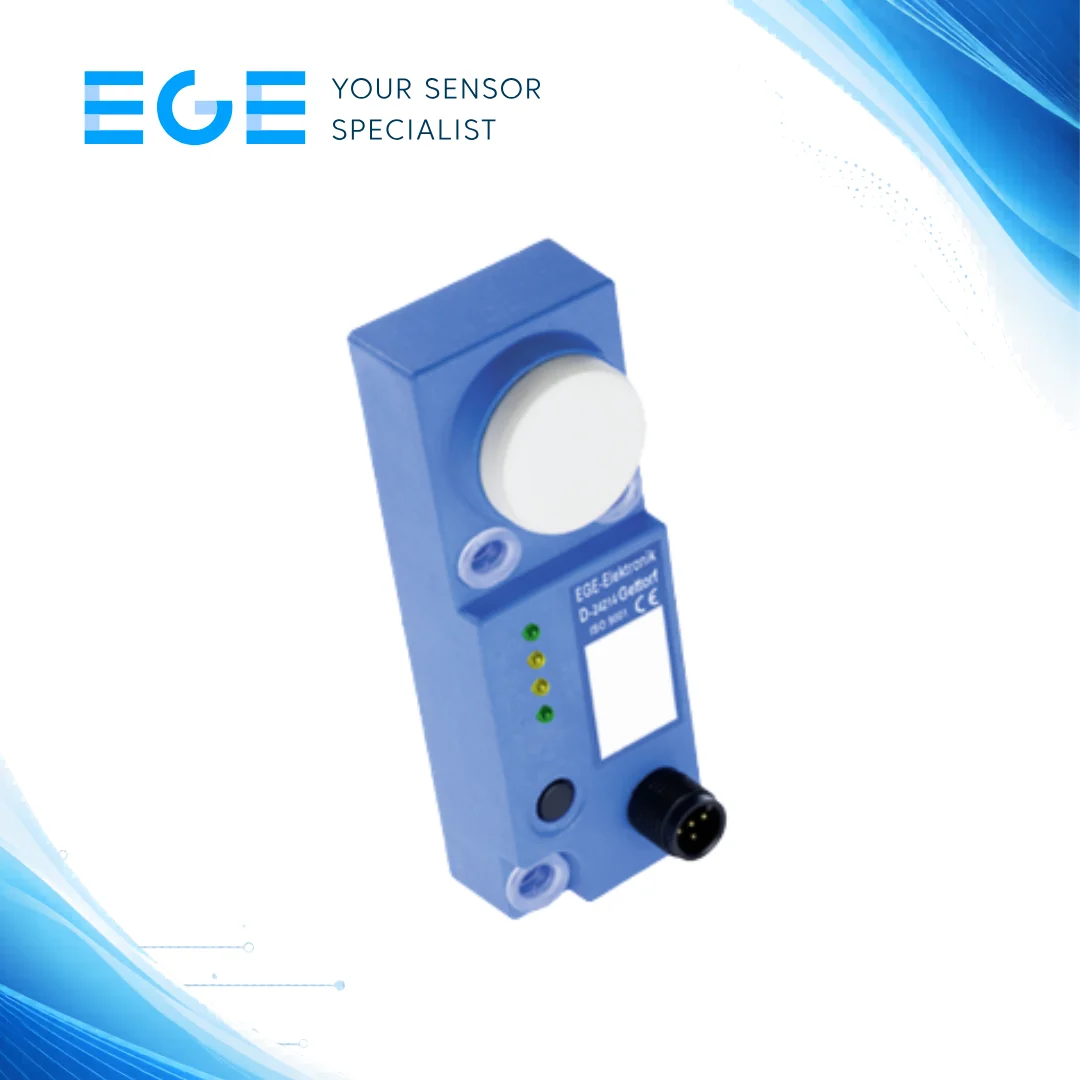
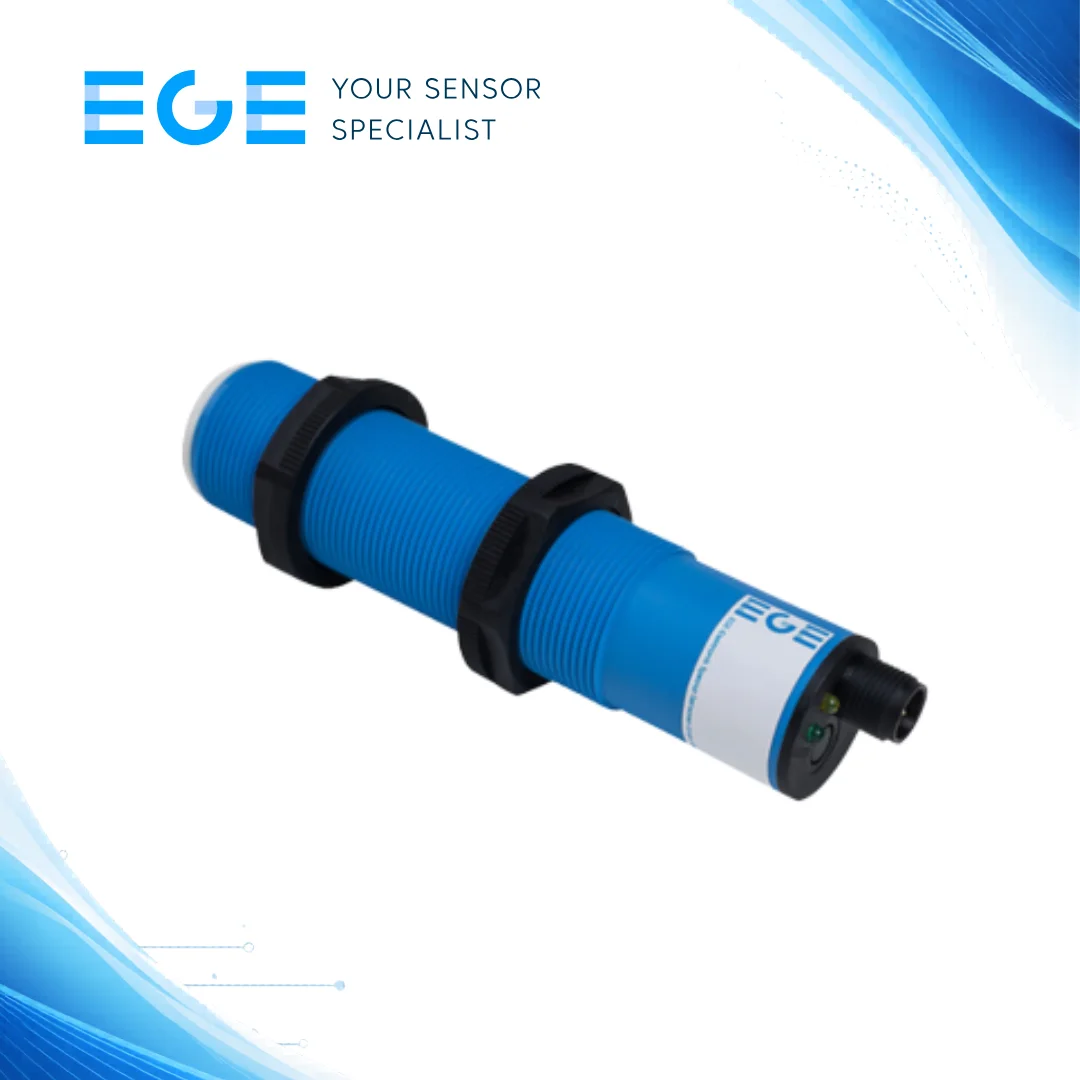
Design & Functionality
Designed with precision sensing capability, the VLS5000 detects liquid levels through reliable switching mechanisms. Its robust construction ensures long-term durability even in harsh environments. The sensor responds effectively to changes in liquid levels, making it suitable for both low and high viscosity fluids.
Total Crossed Beams
The sensing mechanism incorporates optimized detection paths to ensure accurate level identification. This design minimizes false triggering and enhances detection stability, even in turbulent liquid conditions.
Beam Pitch Options
Flexible detection length options allow the sensor to adapt to different tank sizes and configurations. This ensures precise measurement across varying installation requirements, improving system compatibility.
Intrinsic Synchronism
The sensor maintains synchronized detection performance, ensuring consistent output signals. This enhances system reliability and supports seamless integration with control systems.
Operational Advantages
The VLS5000 improves process efficiency by providing real-time level detection. It reduces risks associated with overflow or dry operation, enhances safety, and minimizes manual intervention. Its durable design and versatile compatibility make it a dependable solution for modern industrial liquid monitoring needs.