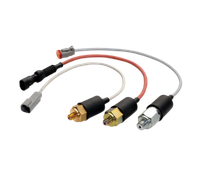
The Surface Thermal Sensor NBCT100 is engineered to deliver precise and stable temperature measurement for industrial surface monitoring applications. Built for reliability and efficiency, this sensor supports multiple sensing elements including PT100 and thermocouple types, making it highly adaptable across various industries. Its robust construction ensures consistent readings even in fluctuating thermal environments, helping industries maintain operational safety and efficiency.
Key Features
- High accuracy temperature sensing for critical applications
- Supports PT100Ω and thermocouple K & J elements
- Wide measuring range for versatile industrial usage
- Compact and economical design for cost efficiency
- Flexible installation options including adhesive and silica gel mounting
Application
NBCT100 is widely used in industrial manufacturing, process control systems, and equipment monitoring. It is ideal for measuring surface temperatures on pipelines, motors, tanks, and heating systems. This sensor helps detect abnormal temperature changes early, preventing equipment failure and reducing downtime in production environments.
Design & Functionality
Designed for direct surface contact, the sensor ensures accurate heat transfer measurement without delay. Its compact structure allows easy installation on curved or flat surfaces. The sensor maintains stability across different temperature ranges, ensuring reliable performance in both low and high heat conditions.
Total Crossed Beams
The sensor design ensures optimal contact with the surface, enhancing thermal conductivity and improving measurement accuracy. This results in faster response times and better monitoring precision.
Beam Pitch Options
Flexible mounting and adaptable positioning allow the sensor to be used across various industrial setups. Its design supports different installation requirements, making it suitable for diverse operational environments.
Intrinsic Synchronism
NBCT100 ensures synchronized temperature readings with connected monitoring systems. This improves process control and enables real-time thermal analysis for better decision-making.
Operational Advantages
Using NBCT100 helps industries reduce overheating risks, improve safety, and enhance equipment lifespan. Its high accuracy and durability make it a reliable choice for continuous temperature monitoring. The sensor contributes to energy efficiency, predictive maintenance, and overall system optimization in industrial operations.