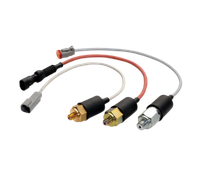
The LT_201S float level switch is a high-performance solution designed for precise liquid level monitoring in demanding industrial environments. Manufactured using SS316 stainless steel, this switch delivers excellent resistance to corrosion, pressure, and extreme temperatures. It is widely used in industries requiring reliable fluid control, including chemical processing, oil storage, water treatment, and manufacturing systems.
Key Features
- Robust SS316 construction for corrosion resistance
- Suitable for high-temperature applications up to 350°C
- Threaded mounting for secure and easy installation
- Reliable micro switch mechanism for accurate switching
- Compatible with various liquid densities
Application
The LT_201S is ideal for monitoring liquid levels in tanks, vessels, and pipelines. It is commonly used in industrial automation systems to prevent overflow, dry running, and pump damage. Its versatility allows deployment in chemical plants, refineries, HVAC systems, and water management facilities.
Design & Functionality
This float level switch operates using a buoyant float that moves with liquid levels. As the liquid rises or falls, the float activates an internal micro switch, triggering electrical signals for system control. The threaded design ensures a leak-proof installation, while the compact structure allows integration into tight spaces.
Total Crossed Beams
The LT_201S incorporates a precise switching mechanism that ensures consistent performance across varying liquid conditions. The internal configuration enhances sensitivity and reliability, making it suitable for continuous monitoring operations.
Beam Pitch Options
Engineered for flexibility, the switch can adapt to different installation depths and configurations. This allows users to customize the level detection points based on tank size and operational requirements.
Intrinsic Synchronism
The LT_201S ensures synchronized switching response with liquid movement, minimizing lag and improving system efficiency. This feature is critical in automated environments where precise timing is essential.
Operational Advantages
- Enhances system safety by preventing overflow and dry run
- Reduces maintenance costs through durable construction
- Improves process efficiency with accurate level detection
- Performs reliably in harsh and high-temperature environments
- Supports seamless integration into industrial automation systems