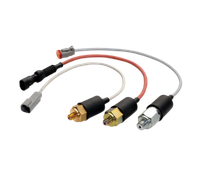
The LS Series Float Level Switch is a versatile and reliable solution designed for accurate liquid level detection across a wide range of industrial applications. Built for durability and precision, it ensures consistent performance in monitoring fluid levels in tanks, reservoirs, and pipelines. With its adaptable design and multiple configuration options, this float-based level switch is ideal for industries requiring dependable liquid control and automation.
Key Features
- Compact and robust construction for long-term use
- Multiple float material options for chemical compatibility
- Flexible contact configurations for control systems
- Suitable for various mounting and environmental conditions
- High reliability for continuous level monitoring
Application
The LS Series Float Level Switch is widely used in water treatment plants, chemical processing units, storage tanks, and industrial fluid systems. It is essential in applications where maintaining precise liquid levels is critical, such as preventing overflow, controlling pump operations, and avoiding dry running. Its adaptability makes it suitable for both clean and aggressive liquids.
Design & Functionality
This float level switch operates on a simple yet effective buoyancy principle. As the liquid level changes, the float moves accordingly, activating internal contacts to trigger alarms, pumps, or control systems. Its compact design allows easy integration into existing systems while maintaining high sensitivity and accuracy.
Total Crossed Beams
The LS Series ensures consistent switching performance through stable float movement, providing reliable signal activation without fluctuation. This enhances operational accuracy in dynamic fluid environments.
Beam Pitch Options
With adaptable float sizing and configuration, the LS Series accommodates varying tank dimensions and liquid properties. This flexibility ensures precise level detection across different industrial setups.
Intrinsic Synchronism
The device maintains synchronized operation between float movement and contact switching, ensuring immediate response to level changes. This results in improved system safety and efficiency.
Operational Advantages
The LS Series Float Level Switch offers significant operational benefits, including reduced maintenance, improved system reliability, and enhanced safety. By preventing overflow and dry run conditions, it minimizes equipment damage and operational downtime. Its compatibility with multiple materials and configurations makes it a cost-effective and efficient solution for modern industrial liquid management systems.