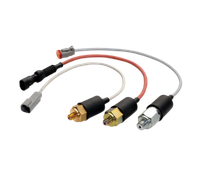
The LQ Series Float Level Switch is a highly reliable solution for industrial liquid level monitoring, designed to handle challenging environments including corrosive fluids and heavy-duty applications. It provides precise level detection with adjustable set points, making it suitable for a wide range of tank management and fluid control systems.
Key Features
This float-based level switch offers multiple level set points, allowing flexible control of liquid levels in storage tanks. Its robust IP68-rated enclosure ensures protection against water ingress, while the durable float design supports long-term use in aggressive liquid conditions. The SPDT switching mechanism provides versatile integration with automation systems.
Application
The LQ Series is widely used in water treatment plants, chemical processing units, storage tanks, and industrial fluid handling systems. It plays a critical role in preventing overflow, avoiding dry running of pumps, and maintaining consistent liquid levels in corrosive or hazardous environments.
Design & Functionality
The device operates using a buoyant float that moves with liquid levels. As the float rises or falls, it activates the internal switch mechanism, triggering control actions such as pump start/stop or alarm signals. Its adjustable set point feature allows users to define specific operational thresholds based on application needs.
Total Crossed Beams
Engineered for precise switching accuracy, the LQ Series ensures consistent operation through stable mechanical movement and reliable electrical contacts, reducing false triggering and improving operational efficiency.
Beam Pitch Options
The flexible configuration supports multiple level detection points, enabling better control over liquid level variations and ensuring adaptability across different tank sizes and system requirements.
Intrinsic Synchronism
The float and switching system operate in seamless synchronism, ensuring immediate response to liquid level changes without delay, enhancing system safety and automation reliability.
Operational Advantages
The LQ Series improves operational efficiency by reducing manual monitoring and minimizing risks associated with overflow or pump failure. Its compatibility with corrosive liquids makes it a preferred choice in demanding industrial environments. With easy installation and low maintenance, it offers a cost-effective and durable level control solution.