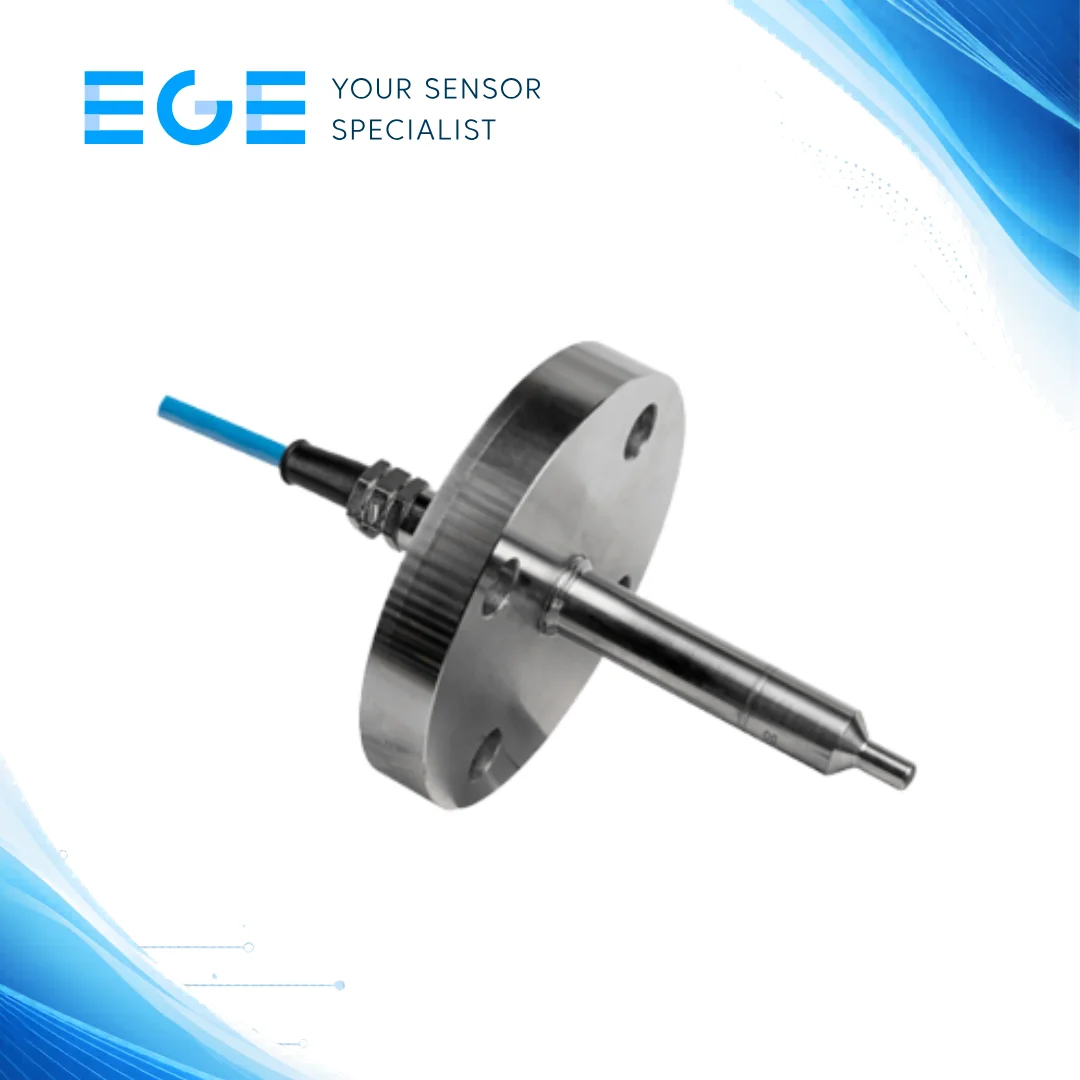
The Flow Switch FS30R is engineered for accurate liquid flow monitoring in industrial pipelines. Designed to detect flow presence or absence, it plays a critical role in protecting pumps, cooling systems, and process equipment from damage caused by insufficient flow. Its robust design and flexible installation make it suitable for a wide range of industrial applications.
Key Features
This flow switch offers reliable performance across various pipe sizes, ensuring compatibility with multiple system configurations. It features a durable housing with IP65 protection, making it suitable for harsh environments. The integrated micro switch provides precise switching control, while optional LED alarm functionality enhances system visibility and safety.
Application
The FS30R flow switch is widely used in water treatment systems, HVAC installations, cooling circuits, and industrial automation processes. It is ideal for monitoring liquid flow in pipelines where maintaining consistent flow is essential for operational safety and efficiency.
Design & Functionality
Built with a compact and practical design, the FS30R allows easy installation using a PG11 conduit connection. It detects flow changes and activates switching signals to control or alert systems accordingly. The device ensures quick response to flow variations, reducing the risk of system failure.
Total Crossed Beams
The FS30R is optimized for consistent flow detection across varying pipe diameters. Its internal sensing mechanism ensures reliable operation regardless of flow direction or system pressure.
Beam Pitch Options
With support for pipe sizes ranging from 25mm to 200mm, the FS30R adapts to different installation requirements. Custom configurations are also available for larger pipe diameters.
Intrinsic Synchronism
The flow switch maintains stable operation by synchronizing detection accuracy with fluid movement. This ensures minimal false triggering and consistent performance in dynamic flow conditions.
Operational Advantages
The FS30R improves system safety by preventing dry run conditions and reducing maintenance costs. Its durable construction ensures long service life, while optional LED alarm indicators provide real-time visual alerts. This makes it an essential component for efficient and secure fluid handling systems.