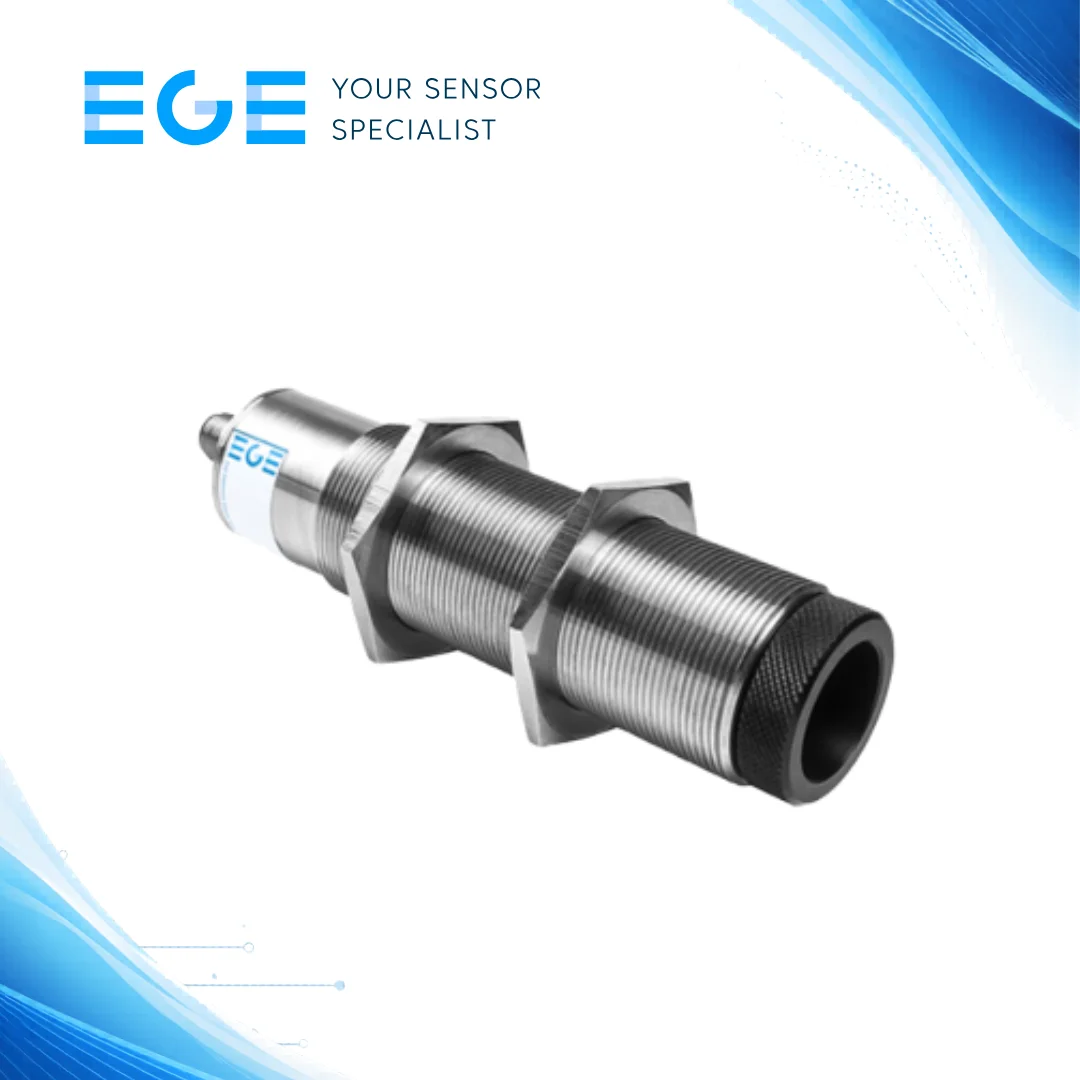
The ETS5000 Temperature Switch is a high-performance thermal monitoring solution designed for industrial environments requiring precise and reliable temperature control. Built to operate in extreme conditions, this switch ensures consistent performance across a wide temperature spectrum, making it ideal for heavy-duty applications. Its explosion-proof construction enhances safety, especially in hazardous zones where thermal fluctuations can impact operational stability.
Key Features
- Wide temperature range with liquid and gas-filled options
- Durable SS316 wetted parts for corrosion resistance
- Explosion-proof housing for hazardous environments
- SPDT micro switch for accurate switching control
- Rugged aluminum alloy enclosure for long-term durability
Application
The ETS5000 is widely used in industries such as oil & gas, chemical processing, power generation, and manufacturing plants. It plays a critical role in monitoring temperature levels, preventing overheating, and ensuring system safety in pipelines, boilers, reactors, and industrial machinery.
Design & Functionality
Engineered with precision, the ETS5000 incorporates advanced sensing technology to detect temperature variations and trigger switching actions instantly. The liquid-filled and gas-filled systems allow flexibility in handling different thermal ranges, ensuring adaptability across applications.
Total Crossed Beams
The internal sensing mechanism is designed to maintain consistent thermal response across all operational points. This ensures accurate signal transmission and reduces the risk of delayed switching in critical environments.
Beam Pitch Options
Optimized internal calibration allows the device to maintain uniform sensitivity across its operating range. This improves detection accuracy and ensures reliable performance even under fluctuating temperature conditions.
Intrinsic Synchronism
The ETS5000 maintains synchronized response between sensing and switching elements, ensuring precise activation without lag. This feature is crucial for maintaining process safety and avoiding thermal damage.
Operational Advantages
- Enhances safety by preventing overheating risks
- Improves system efficiency with accurate thermal control
- Reduces downtime through reliable performance
- Suitable for extreme and hazardous environments
- Long service life with minimal maintenance